国营川西机器厂
国营川西机器厂
某型发动机核心机数据在线测量系统研制
国营川西机器厂(中国人民解放军第五七一九工厂)是空军装备部直属的航空发动机修理工厂、新型航空发动机修理基地。工厂以技术创新、管理创新和手段创新为路径,自主研发560 余项航空发动机维修技术标准;创建了再制造技术体系,国内率先实现金属3D 打印技术在航空发动机上的批量应用;具备上万项军民品航空零部件制造能力;是美国GE 航空集团、汉胜公司航空零部件的直接供应商。拥有国家专利授权130 项(其中发明专利36 项),获得国家、省部级、市级等科技进步奖30 余项,是17 项国家标准的主要起草单位。某型发动机核心机数据在线测量系统,是工厂自主研制的用于发动机核心机修理过程的数据测量系统,旨在提升核心机装配质量,压缩装配周期,项目实施后取得了良好的效果。该项目在2016 年获得了“空军装备修理系统首届质量改进成果评比奖”一等奖(见图1)。
某型发动机是我国自行研制的军用双转子加力式涡轮三代风扇发动机。采用了单元体结构设计,其高压压气机单元体、燃烧室、高压涡轮单元体为发动机核心机。
核心机作为发动机的重要组成部分,装配测量数据较多, 其准确性直接关系到发动机装配质量和整体性能,因此对装配数据的控制十分严苛。装配过程中,任一测量面不合格,就需进行重新装配,甚至分解至下一层零组件进行调节,以满足工艺要求。
装配质量直接影响发动机修理周期。对核心机的装配过程进行系统分析后发现,核心机装配测量存在以下问题:
1. 装配测量为人工读数,数据量大且易出现人为判读误差。
2. 不能提供位置调整标准,返工次数多,延长装配周期。
3. 核心机装配过程的测量数据为纸质保存,不易快速查询。
4. 原始数据利用率不高,可追溯性不强。
5. 数据判读方式单一,测量点多时,测量不便,扩展性不强。
针对以上症结,工厂决定自主研制在线测量系统,以解决核心机装配存在的问题。
图1 首届空军装备修理系统成果一等奖
二、技术措施
1.改进测量仪器,设计专用工装
(1) 取消原指针式仪器,选择并更换带COM 口数据传输的高精度仪器,安装高精度转速传感器并进行信号调理,确保测量数据能够快速传输到电脑。测量数据传输示意图如图2 所示。
(2) 对装配使用的高精度转台增加伺服电机、光电传感器并形成闭环控制。消灭人工转动不均匀对测量带来的影响,提高测量准确性,减少操作人员的工作量。

图2 测量数据传输示意图
(3)设计传感器夹持使用的专用工装,不干涉核心机的装配和转动。
2、研究多种算法,对比分析选择最优根据技术文件,要求中介机匣圆心计算使用6 点计算法,大同轴度使用8 点计算法。为确保核心机修理一致性,在中介机匣和大同轴度测量时,开发人员和技术人员针对此种情况进行算法研究,应用不同算法对测试结果和计算结果进行验证,对比分析后选择最优算法固化到测试软件中。对于压气机及涡轮的装配测量数据的计算拟合,采用最小二乘法,不仅能减少薄壁零件局部变形带来的测量误差,还能拟合出圆心的位置及图形,指导装配调整方向。
3、软件开发采用C#进行数字化在线测量软件研发(见图3),将测量数据采集进入计算机,软件根据工艺要求自动进行数据计算、分析及处理, 原始测量数据及处理结果自动保存到网络数据库。设置不同权限对历史数据进行查询,根据需要生成可打印的原始记录或电子工卡。
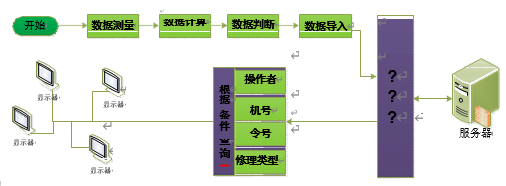
图3 在线测量软件流程图
三、具体成效
1.实施效果
(1) 该系统实现了在装配过程中自动采集数据、自动存储数据、自动符合性判定,消除人为目视测量误差。
(2) 数据处理能力得到扩展。
(3) 实现了根据测量数据进行分析并指导装配工作,减少返工次数。
(4) 实现了装配数据的便捷查询。
2.装配效率(见表1)
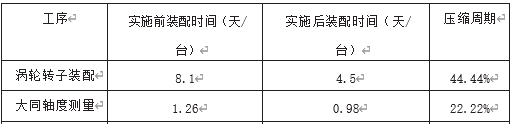
表1 装配效率
(3)单台节约人力资源成本每小时人力成本按39.7 元计算,装配效率提升后,单台节约人力成本为:
39.7 元/小 时 × 8 小 时/天 ×([ 7.6-4.8)+(1.26-0.95)+(8.1-4.6)]天=2099.3 元项目实施后,工作者由两人变为一人,则单台节约人力成本为:39.7 元/小时×8 小时/天×(7.6+1.26+8.1)天=5386.5 元项目实施后单台共节约人力成本:2099.3 元+5386.5 元=7485.8 元
(2)测量方法改进产生的经济效益研发成果实施前,测量人员在测量全过程中须用目视指示表测量数据的变动情况,且该方法只能测量机件装配的单一跳动值。由于测量方法的局限性,造成排故中高压压气机前轴颈(19 万元/件)、高压涡轮鼓筒轴(20 万元/件)大量停用现象。
研发成果实施后,测量时改为使用带数据输出的数显指示表,在测量时,由计算机自动实时采集、存储测量数据, 测量结束后,自动利用最小二乘法计算机件装配的同轴度及跳动值,并进行符合性判定。测量方法改进后,每年大大降低了高压压气机前轴颈、高压涡轮鼓筒轴的停用情况,经统计,每年节约279 万元左右。
四、感受体会
通过该项目的成功应用,深刻体会到先进测量仪器和传感器测量技术给生产带来劳动强度降低、工作效率提高、工作质量提升等方面的实效,同时也认识到该套系统在智能化方面还存在优化提升空间。工厂将继续对该系统进行升级优化,力争研制出一套适合国内大多数机型使用的核心机堆叠式一体化测量系统。
官方二维码